 |
| |
JOINTING METHODS FOR HIDE PIPES AND FITTINGS
There are available number of types of jointing HDPE pipes depending on the size and type of application. The first common type of Jointing HDPE pipe is Mechanical Jointing which compose of Compression type and Flange type, and the other is the Permanent Jointing which compose of Butt Fusion Welding and Electrofusion Welding.
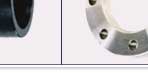
Compression Type
For small bore pipe connections up to size 125MM OD, compression type joints are satisfactory. The installation process started with the cutting of pipe ends square or 90º in relation to its axis. Fit the collar and clinching ring into the pipe and place the rubber O-ring at the tip of the pipe. Then push the body of the fitting until the pipe ends reaches its full stop. Slide the clinching ring and Collar(Nut) until it catches the fitting and tight fully using a belt or chain wrench.
|
|
| |
|
|
Flange Type
Flange type is another type of conventional mechanical jointing. A HDPE Flange adaptor(Stubend) is butt welded to the pipe with the loose steel backing flange inserted inside. A standard number of bolts will be fitted to tighten the connection. This type of connection is practical for application which requires easy serviceability in the future.
|
|
|
|
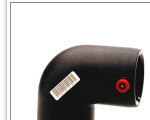
Butt Welding
Butt welding or Butt Fusion is a simplest and space-saving jointing method to connect the pipe and fittings of PE. The process starts by cutting the pipe ends straight and square to the axis and cleaned carefully by and electric planer. The pipes and fittings are held tight and pressed against a coated heating plate. As soon as the heating time and the required bead are reached, the heating plate is quickly withdrawn from the weld faces and the connection are pressed together to form a permanent joint.
|
|
|
|
Electrofusion Welding
This is an easy system for jointing pipes and fittings of HDPE. A pre-installed resistance wires are embedded in the inside surface of the electrofusion coupling. When the pipes or fittings are inserted in the coupling and the wires are connected to the welding unit, the contact surfaces become warm and consequently melt into each other until it forms a rigid and durable joint. A welding unit is available for this procedure which operates the timing automatically. This makes the whole operation very easy and practical especially in narrow and tight installations.
|
|
|
|
|